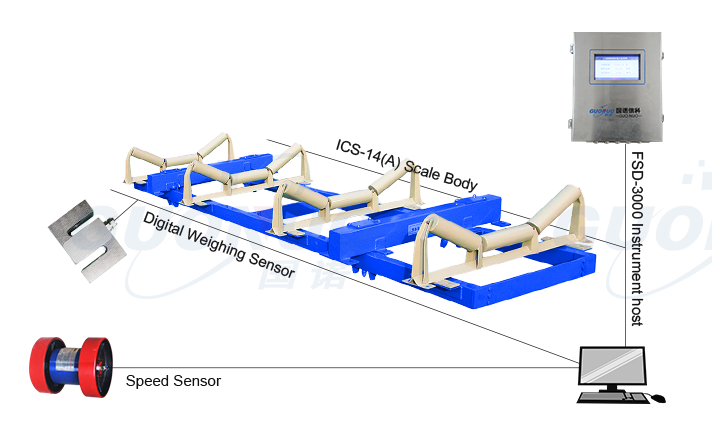
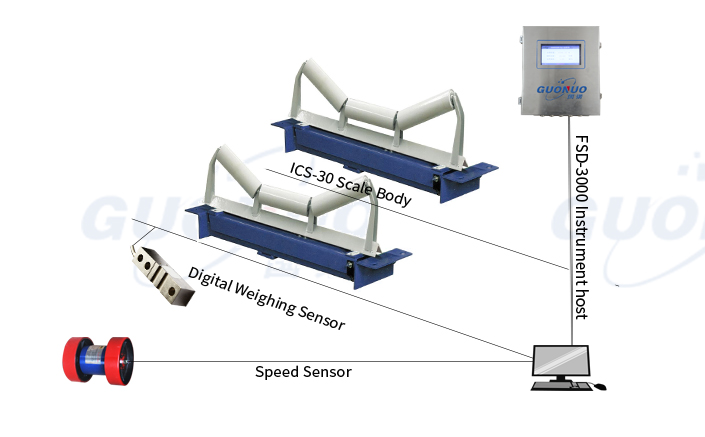
ICS electronic belt weighers, as crucial equipment in the field of industrial bulk material automated weighing, are primarily used for continuously measuring the weight of materials passing through conveyor belts.
Despite their significant advantages in accuracy and efficiency, factors such as electromagnetic interference, mechanical vibrations, environmental temperature and humidity variations, material misalignment, improper operation, etc., can all lead to measurement errors or even equipment failures in complex industrial environments. Understanding the interference factors to be avoided during the application of ICS electronic belt weighers and their corresponding strategies is essential for maintaining their measurement stability and realizing their true value.

I. Mechanical Vibrations and Impacts: The Invisible Killers of Precision Equipment
1. Interference Phenomenon: The belt weigher frame or scale body is subjected to additional external forces not caused by material conveyance (e.g., operation of nearby large equipment, severe belt deviation/slippage, impact from large material chunks).
2. Consequences: The output signal from the weighing sensor contains non-material weight information, leading to significant fluctuations in instantaneous flow rate and cumulative errors.
3. Countermeasures:
● Location Isolation: Place the weigher as far away as possible from vibration sources (e.g., crushers, large motors, vibrating screens). Install it on a sturdy and stable foundation structure.
● Buffer Design: Utilize effective shock-absorbing devices (e.g., high-performance shock-absorbing pads, buffer springs).
● Protective Structure: Install buffer rollers or grilles above the scale frame to disperse the impact force of falling large material chunks.
● Standardized Installation: Ensure no rigid connections between the scale frame and conveyor frame to avoid stress transmission.
II. Material Characteristics and Conveyance Status: Challenges from Flowing Variables
1. Interference Factors:
● Material Adhesion/Accumulation: Moist, sticky materials adhere to the belt, scale frame, or rollers, causing changes in "tare weight."
● Particle Size and Moisture Variations: Uneven particle size distribution and significant moisture content fluctuations affect material flowability and pressure distribution on the weighing section.
● Belt Tension Variations: Belt tension changes due to conveyor start-up, shutdown, and load variations, affecting the force state on the scale body.
● Belt Misalignment: The material's center of gravity shifts outside the effective area of the scale frame, resulting in asymmetric forces.
2. Countermeasures:
● Cleaning and Maintenance: Regularly and thoroughly clean the belt (especially the empty section), scale frame area, and rollers of adhered materials. Install effective scrapers and cleaners.
● Standardized Operation: Maintain relatively stable material characteristics (e.g., particle size, moisture) or make necessary compensations. Start and stop the equipment smoothly to avoid abrupt load changes.
● Constant Tension: Equip with automatic tensioning devices to maintain relatively stable belt tension, meeting industry requirements for tension control.
● Alignment Devices: Install reliable and effective belt alignment devices to ensure material passes through the scale frame centrally.

III. Environmental Factors: Disturbances from the Invisible Hand
1. Common Environmental Interference Factors:
● Wind Interference: Strong crosswinds can directly affect the scale body or cause belt oscillations when installed outdoors.
● Temperature Fluctuations: Severe temperature changes affect sensor zero drift and mechanical structure thermal expansion/contraction.
● Humidity and Corrosion: High humidity, dust, and corrosive gases erode electrical components and mechanical parts.
2. Countermeasures:
● Physical Protection: Install rain and sun shelters, windbreaks. Choose sensors and instruments with appropriate protection levels (e.g., IP65/IP67) that meet environmental requirements.
● Environmental Control: Improve the local environment around the scale area as much as possible (e.g., dust removal, ventilation).
● Selection and Maintenance: Select sensors with good wide-temperature drift performance. Regularly check sealing, clean electrical connectors, and perform corrosion protection.
IV. Electrical Interference: Undercurrent in Signal Transmission
1. Interference Sources: Electromagnetic interference (EMI) generated by large motor start-up/shutdown, frequency converters, radio equipment, power fluctuations, and poor grounding.
2. Consequences: Increased signal noise, sudden changes, or even loss, leading to erratic instrument displays and instability.
3. Countermeasures:
● Standardized Wiring: Use dedicated shielded cables provided by the manufacturer for weighing sensor signal lines. Keep signal lines and power cables (especially frequency converter output cables) sufficiently apart and avoid parallel laying; cross them perpendicularly if necessary. Follow industry requirements for electromagnetic compatibility in industrial environments.
● Reliable Grounding: Establish a single-point, good grounding system (grounding resistance < 4Ω). Connect instruments, sensors, scale bodies, and cable shielding layers reliably to a grounding stake at one point. Avoid multi-point grounding to prevent "ground loops."
● Power Supply Purification: Provide stable and clean power to instruments (e.g., by installing voltage stabilizers, UPS, or isolation transformers).
● Interference Suppression: Install output reactors or filters at the output end of frequency converters.
V. Installation and Calibration Defects: Shaking the Foundation of Precision
1. Root Causes:
● Scale frame not level or aligned.
● Inconsistent height and parallelism between weighing and non-weighing rollers.
● Belt friction and uneven tension.
● Incorrect calibration methods, inaccurate weights, non-compliant chain/hanging weights, and insufficient representativeness of material tests.
2. Countermeasures:
● Precision Installation: Install strictly according to manufacturer specifications and requirements, ensuring the scale frame is level and aligned, all rollers (especially weighing rollers) are at the same height and parallel, and the belt runs smoothly without friction in the scale frame area.
● Standardized Calibration: Use weights, chain codes, or hanging codes that have passed metrological verification. Perform zero and span calibrations strictly according to procedures. Regularly conduct physical calibration checks.

VI. Improper Maintenance and Human Errors: Lack of Continuous Precision Guarantee
1. Common Issues: Inadequate cleaning, insufficient lubrication, missing component inspections, and unauthorized parameter modifications.
2. Countermeasures:
● Establish Procedures: Develop and strictly implement a regular maintenance plan (daily, weekly, monthly, yearly inspections).
● Standardized Operation: Strengthen personnel training to eliminate违规 operations.
● Parameter Management: Modify critical parameters (e.g., zero value, span value) only with authorization and keep records. Regularly back up parameters.
● Preventive Maintenance: Regularly check sensor status, cable connections, mechanical part wear, and roller rotation flexibility.
The precision measurement of ICS electronic belt weighers is not a matter of luck but a continuous battle against interference and effective management. Every thorough cleaning, every inch of standardized wiring, and every rigorous calibration are silent commitments to precision. Only by integrating interference prevention and control into every aspect of daily operation and maintenance can ICS belt weighers become a trustworthy "data foundation," supporting closed-loop management of production optimization and cost control, and clearly revealing the value of material flow through precise measurement.