On the production lines of coal mining and processing in mines, the stable operation and accurate measurement of coal conveyor lines are key links in ensuring production efficiency and tallying production volumes.
However, traditional weighing methods are powerless when dealing with harsh underground environments, high dust concentrations, and potential explosion hazards. Nevertheless, where there is demand and problems, there are solutions.
With technological advancements, coal conveying electronic belt scales, as a modern measuring device, provide a comprehensive and efficient solution to weighing issues on mine coal conveyor lines with their stable and reliable performance, precise measuring capabilities, and intelligent features.
Traditional weighing methods, such as mechanical scales, have numerous limitations.
Firstly, underground space is limited, making it difficult to install and maintain traditional scales.
Secondly, the harsh environment in coal mines, with high coal dust levels, strong vibrations, and significant electromagnetic interference, easily affects weighing accuracy and equipment stability.
Furthermore, the data collection and transmission efficiency of traditional methods are low, making it difficult to achieve real-time and accurate measurement, posing significant challenges to the supervision of coal production volumes.

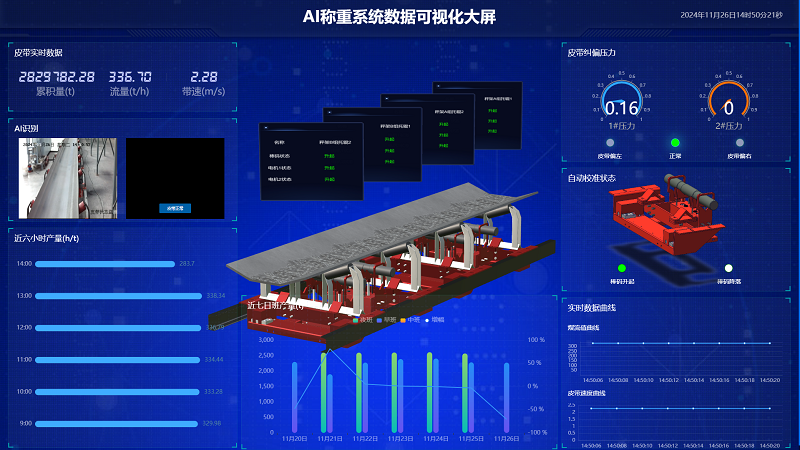
As a dynamic high-precision measuring device, the coal conveying electronic belt scale embodies the immense value of modern technology in traditional industries through its system application and principles. It installs sensors on the conveyor belt to collect real-time data on the weight of coal passing over the belt, converts this data into electrical signals, processes them with an electronic controller, and finally displays the results on a terminal interface or transmits them to an upper-level system.
This process not only enables continuous measurement of coal but also significantly improves data accuracy and measurement efficiency. With a series of advantages, coal conveying belt scales address a range of issues faced by weighing on mine coal conveyor lines.
1. High Precision and Stability: Coal conveying belt scales employ advanced electronic sensing technology, digital processing technology, and high-precision weighing algorithms to monitor and calculate the flow rate and total weight of coal on the belt in real-time and accurately.
From design to manufacturing and installation and commissioning, their components fully consider anti-interference capabilities. The scale frame adopts stainless steel materials and manufacturing processes that are corrosion-resistant, rust-resistant, and impact-resistant.
Each component is equipped with a sealed explosion-proof housing and intrinsically safe circuits, effectively coping with the impact of harsh underground environments and ensuring the safe and reliable operation of the belt scale.
2. Intelligent Management: With technological advancements, high-precision coal conveying belt scales also incorporate digital processing and intelligent technologies, enabling real-time monitoring of operating conditions and automatic adjustment of zero points, online calibration, and belt alignment correction to ensure stable measurement values.
Additionally, by connecting to upper-level computer software systems, administrators can remotely monitor the operating conditions of the belt scale and perform remote settings and calibrations, significantly simplifying maintenance and inspection work.
3. Data Security and Real-time Transmission: Coal conveying belt scales have standard information interfaces that can upload accurate measurement data in real-time, with data encryption during transmission to ensure data security.
If there are many interference factors in the field environment and the transmission distance is long, data substations can be set up to optimize signal transmission. The upper-level computer software system can also provide various data reports to support decision-makers in better monitoring the coal production process and scheduling resources.
4. Strong Adaptability: Modern coal conveying belt scales generally adopt a fully suspended modular scale frame without crossbeams or levers. This structure is lightweight and easy to transport underground, effectively adapting to large-angle coal conveyors and high-dust environments.
Meanwhile, their sturdy body structure and corrosion-resistant materials ensure that the equipment is not easily damaged during prolonged use, coupled with intelligent monitoring and health diagnosis functions, reducing maintenance costs and downtime.
In practical mine applications, coal conveying electronic belt scales comprehensively address weighing issues on coal conveyor lines with their advantages of high precision, good stability, easy maintenance, real-time data transmission, and intelligent management, enhancing the overall operational efficiency and management level of mines.