In the vast network of coal mine production, precise measurement, transparent control, and in-depth analysis of raw coal output have always been crucial for safe production, operational efficiency, and refined management. The traditional model relying on manual estimation and delayed reporting is not only inefficient and prone to cumulative errors, but also difficult to meet the urgent needs of modern mines for real-time data and intelligent decision-making.
The deep integration of high-precision explosion-proof belt scales for mining and coal output monitoring systems is providing an efficient and reliable intelligent solution to this core challenge. It not only enables precise weighing of raw coal but also provides real-time production control and intelligent analysis support, laying a solid data foundation for the optimization and decision-making of coal production.

Cornerstone: High-precision explosion-proof belt weigher - the guardian of precise measurement in complex environments
The underground coal mine environment is characterized by high intrinsic safety requirements (flammable and explosive gases), high humidity, dusty atmosphere, limited space, and continuous operation, posing stringent demands on metering equipment that far exceed those in conventional industrial settings. The high-precision explosion-proof belt weigher for mining is specifically designed for this purpose:
Essential safety protection: The equipment strictly adheres to national and industry explosion-proof standards (such as the GB 3836 series), and has obtained corresponding explosion-proof certifications (Ex ib I Mb, etc.). From circuit design, component selection to structural protection, it ensures safe operation in hazardous environments with gas and coal dust presence, isolates sparks, and eliminates ignition sources.
- Resistant to harsh working conditions: The scale body is sturdy and durable, and the sensor protection level can effectively resist the erosion and interference of high humidity, water vapor, and coal dust underground. The carefully designed scale frame has excellent anti-vibration and anti-shock capabilities, adapting to dynamic disturbances during belt operation.
- Precision within millimeters: Utilizing high-performance weighing sensors and speed sensors, combined with advanced dynamic weighing algorithms, it can achieve high-precision and high-stability instantaneous flow and cumulative measurement, even under complex working conditions such as uneven belt load, belt deviation, and tension changes. Precision is the fundamental guarantee for production accounting, trade settlement, and efficiency evaluation.
- Hub: Coal production monitoring system - a transparent management platform for the entire process
The belt weigher serves as an accurate data source, while the production monitoring system acts as the central nervous system for aggregating, processing, and applying these data:
Seamless integration and data connectivity: The system connects in real-time with multiple explosion-proof belt scales underground through standard communication protocols (such as RS485/MODBUS, industrial Ethernet, etc.), overcoming communication barriers in the mine and ensuring that weighing data is uploaded to the ground monitoring center in real-time, without loss, and securely.
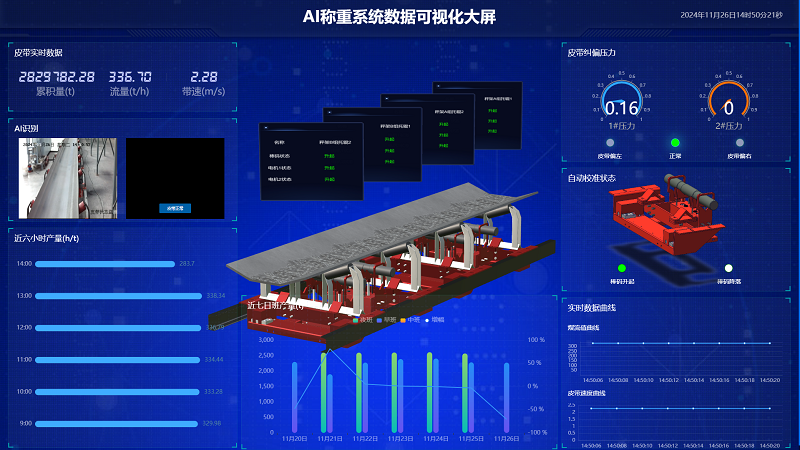
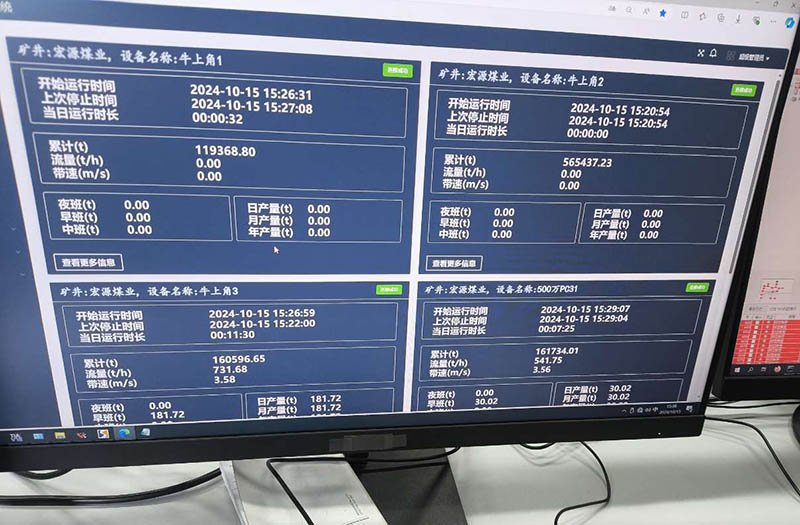
- Global Visual Monitoring: Construct a centralized monitoring view covering the entire mine belt conveyor network. In the ground monitoring center, operators can intuitively view real-time operational status, instantaneous flow rate, cumulative output, equipment status, and other information of each belt. Shift output, daily output, and monthly output are automatically summarized and compiled, eliminating cumbersome manual recording and calculation.
- Integrated control and closed-loop management: The system is deeply integrated into the coal mine production process. Production data can be interfaced with systems such as electricity usage, production scheduling, warehouse management, equipment management, and sales settlement, forming an information linkage.
Managers can dynamically adjust production plans based on real-time production data, optimize equipment operation, and precisely arrange warehousing and transportation, achieving closed-loop control from the production source to the end management.
The integration of high-precision explosion-proof belt scales for mining with coal production monitoring systems not only enhances the overall weighing accuracy but also ensures data sharing and information flow. Through a centralized control system, managers can easily obtain real-time information from various production links, making effective adjustments and optimizations, thereby significantly improving the production efficiency and management level of the coal industry.